Home


Neufertigung, Reparatur und Entwicklung
Ihrer Maschinenbauteile durch Zerspanungstechnik und thermisches Spritzen
Die M&P Thermische Spritz- und Oberflächentechnik GmbH wurde 1994 in Hagen im Bremischen gegründet.
2004 wurde der Standort Kirchhundem in Betrieb genommen.
Wir haben uns durch unseren hohen Qualitätsstandard, termingerechte Lieferung und bestes Preis-Leistungs-Verhältnis
einen festen Stammplatz bei unseren Kunden erarbeitet.
Maschinenbauteile und Maschinenbaugruppen mit besonderen Anforderungen an die Oberflächeneigenschaften werden von uns gefertigt.
Die M&P GmbH ist Ihre verlängerte Werkbank, die Ihre wichtigen Maschinenteile mit besonderer Sorgfalt und Sachverstand bearbeitet.
Unsere Dienstleistungen sind das Thermische Spritzen (Metallspritztechnik), die Neuteilefertigung, der Reparaturservice und die mechanische Fertigung.
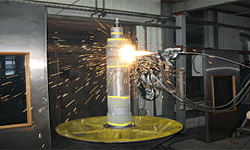
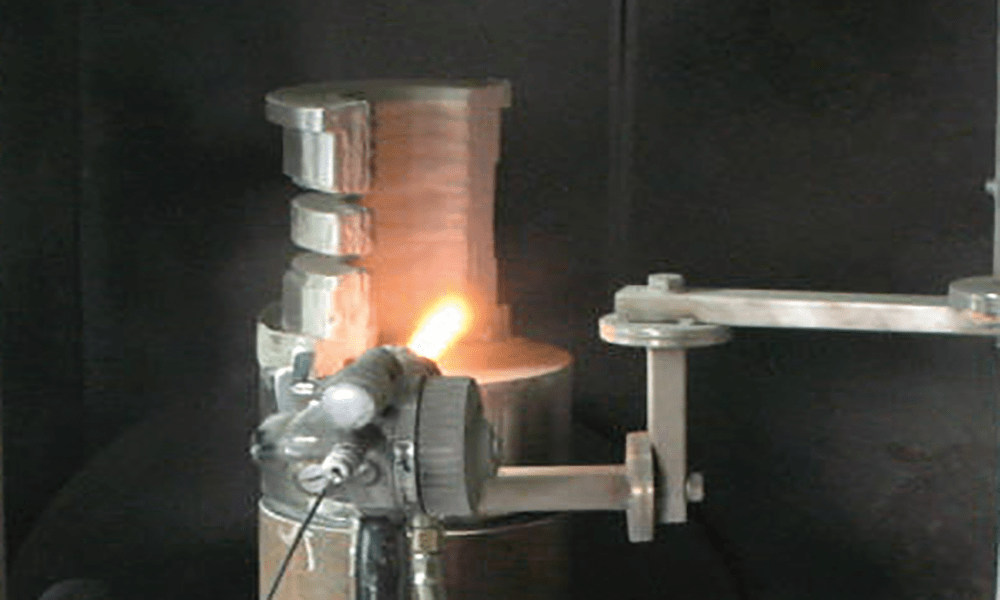
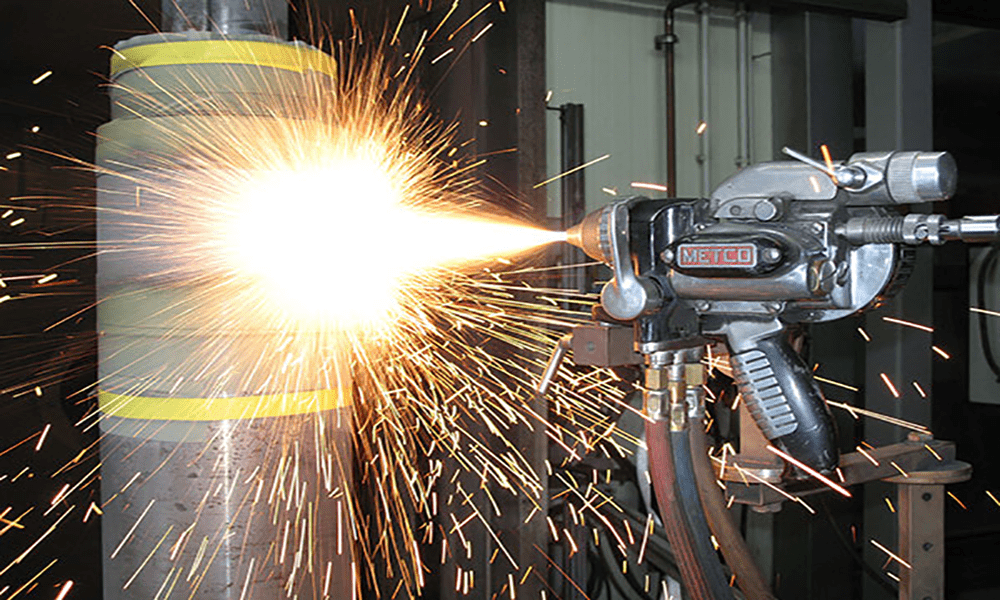
Thermisches Spritzen
Thermisches Spritzen ist ein etabliertes Verfahren der Oberflächentechnik und hat sich weltweit in fast allen Industriebereichen durchgesetzt.
Jeder schmelzbare Werkstoff kann auf nahezu jeden anderen Werkstoff aufgebracht werden.
In unserem Werk bieten wir Ihnen folgende Verfahren an:

Drahtflammspritzen (DFL)
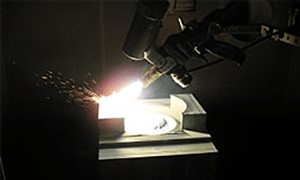
Pulverflammspritzen (PFL)
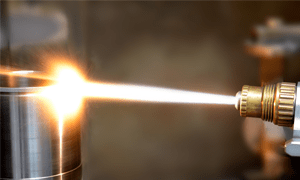
Hochgeschwindigkeitsflammspritzen (HVOF)

Auftragsschweißen von Hartstoffen

Stabflammspritzen (StFL)

Plasmaspritzen (APS)
Die Vorteile
- bei der Beschichtung verändert sich das Werkstoffgefüge nicht
- die Werkstücke bleiben in Form (geringer Verzug)
- Schichtdicken von 0,01 mm bis 8 mm sind möglich
- verschlissene Teile können innerhalb eines Tages repariert werden
- durch partiell aufgetragene, verschleißresistente Schichten können komplexe Bauteile aus preiswerten Grundwerkstoffen hergestellt werden
- die technisch beste Lösung wird aus mehr als 100 Schichtwerkstoffen ausgewählt
Anwendung der Oberflächentechnik
- Verschleißschutz – keramische-karbidische Werkstoffe
- Korrosionsschutz – Zink-Aluminium-Chrom-Nickel
- gezieltes Herstellen oder Verändern von:
- Notlaufeigenschaften – Molybdän-Aluminiumbronze-Weißmetall
- Gleit- und Reibeigenschaften – Molybdän-Aluminiumbronze-Zinnkupfer
- elektrischer Leitfähigkeit – Kupfer-Aluminium-Stahl
- elektrischer Durchschlagfestigkeit – Aluminiumoxid
- Wärmeleitfähigkeit – metallische-karbidische Werkstoffe
- Wärmeisolierung – keramische Werkstoffe
- Reparatur verschlissener Bauteile
- Wiederherstellung der Ursprungsgeometrie


KOMPLETTE FERTIGUNG VON MASCHINENTEILEN
• mit thermischen Beschichtungen
• mit galvanischen Schichten
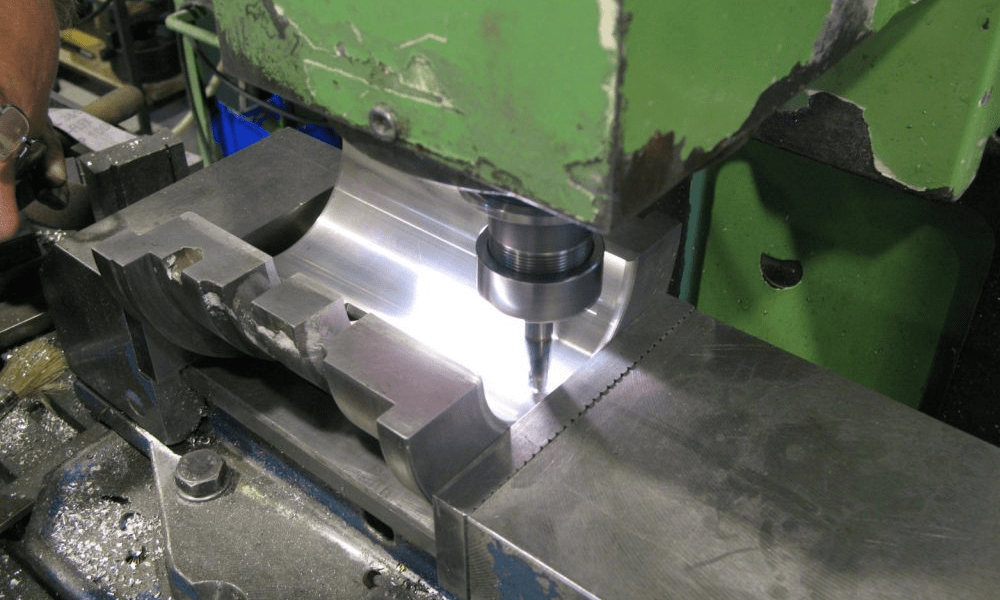
• mit Verzahnung und Fräsbearbeitung

Alle Bauteile können durch unabhängige Sachverständige fertigungsbegleitend mit Abnahme 3.2 durch Schiffsklassifikationsgesellschaften GL, BV, LRoS, DNV, CCS oder RW TÜV ausgeführt werden.
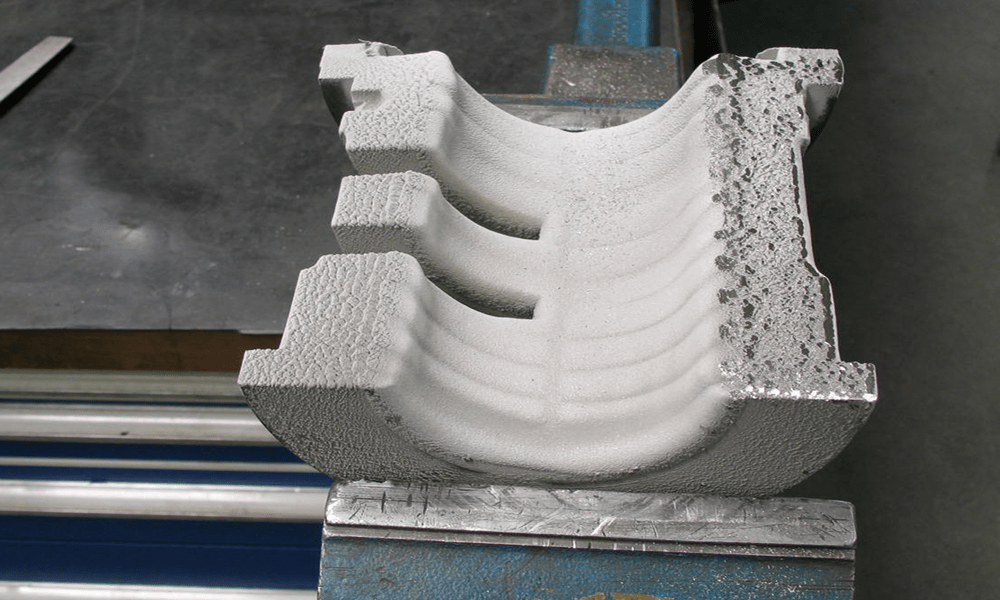
Beispiele für komplett gefertigte Bauteile
MESSERWELLE
- einer Längsteilanlage
- ⌀140 x 1400 mm
aus 34CrNiMo6V
induktiv gehärtet - Rund- und Planlaufabweichung
kleiner 0,005 mm
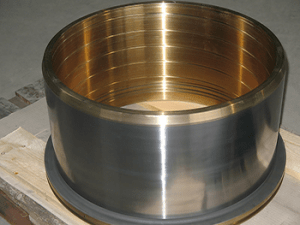
LAUFBUCHSE
- ⌀ 730 x 350 mm
- aus CuAI10Ni
- mit Beschichtung
MP-HF 86 WcCoCr/86-10-4 - Rund- Planlaufabweichung
kleiner als 0,01 mm

LAUFRING
- ⌀620 x 170 mm
- aus 1.4462
- mit Beschichtung
MP-HF 99 Chromoxid

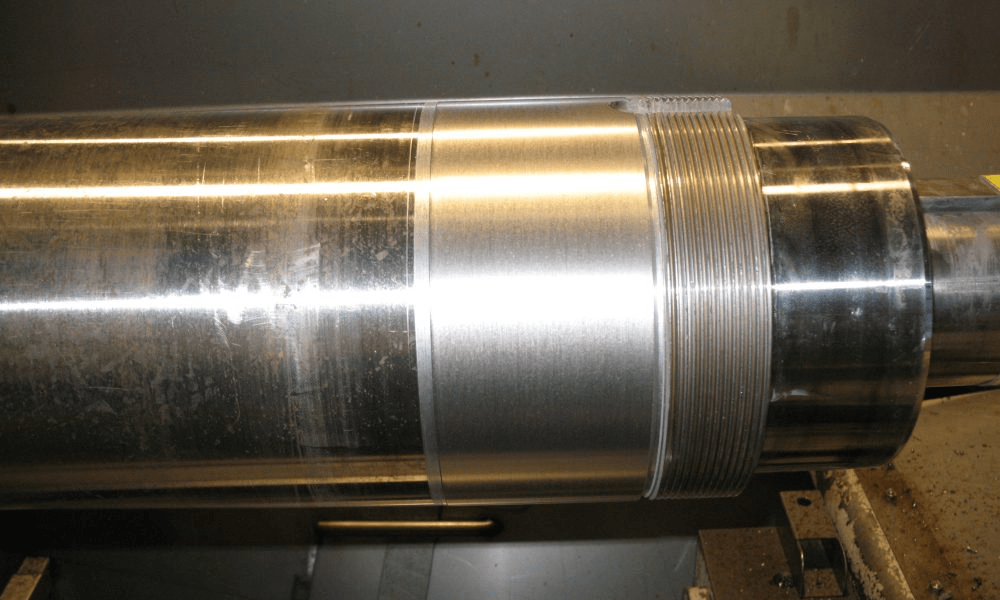
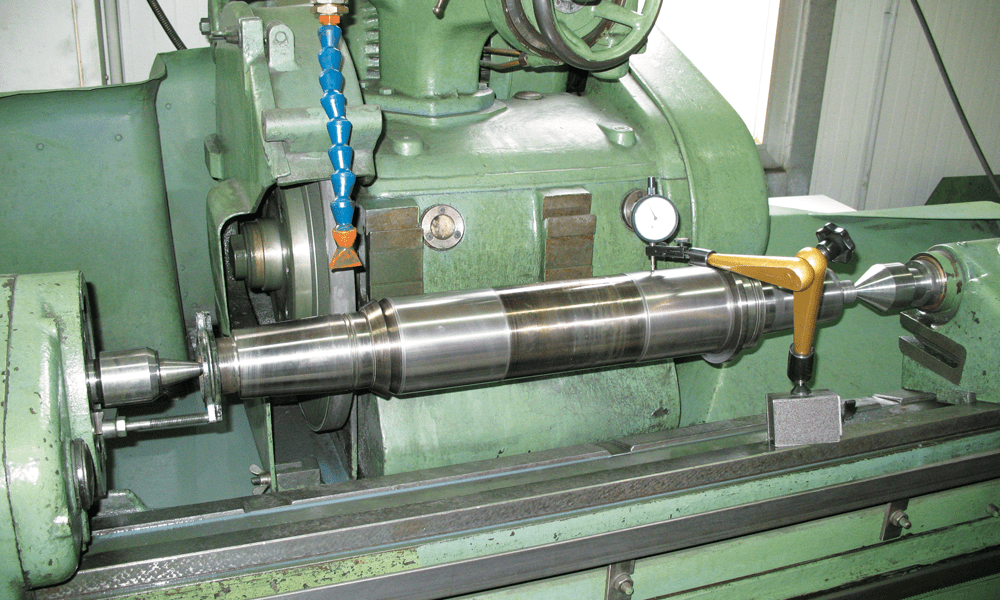
ARBEITSSPINDEL
- einer Ravensburg Drehmaschine
- ⌀ 600 x 1700 mm
- aus 42CrMoV4

VERTEILERWELLE
- einer Abfüllanlage
- ⌀ 300 x 500 mm
- aus 1.4571
- mit Außenbeschichtung
MP-HF 99 Chromoxid Cr203 - Innenbeschichtung
mit MP-HF 70
Reparaturservice
VERSCHLISSENE MASCHINENBAUTEILE
- z. B. eingelaufene Lagersitze an Wellen, Turbinenläufern, Kompressorverdichterwellen, Arbeitswalzen, Richtwalzen
und dergleichen - verschlissene Dichtsitze, Verteilerwellen von Abfüllanlagen, Hauptwellen von Werkzeugmaschinen und Getrieben
- Aufbereiten und Erneuern verschlissener Beschichtungen an Laufbuchsen, Dichtringen, Wellenschutzhülsen und Flanschen
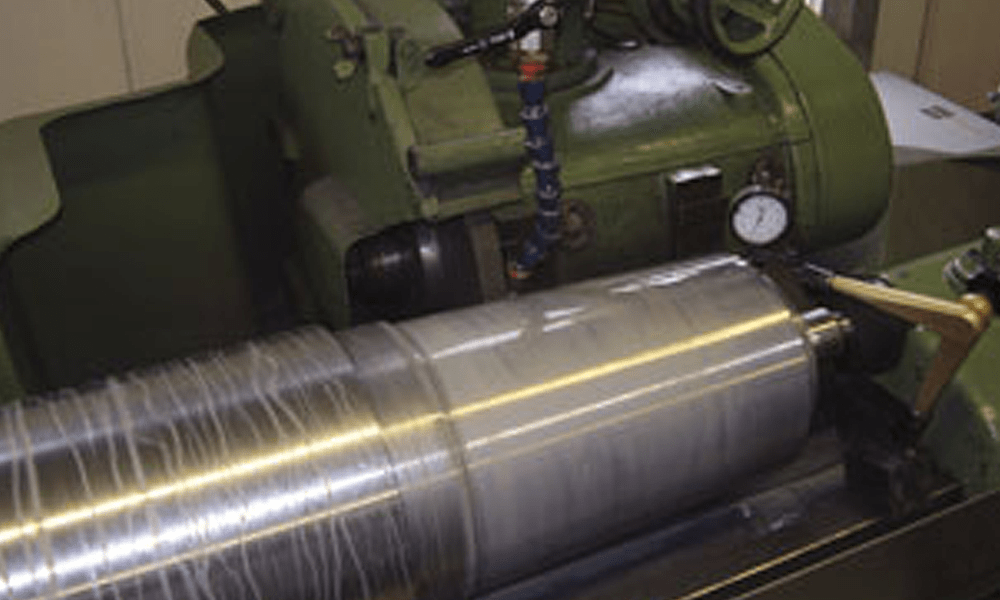
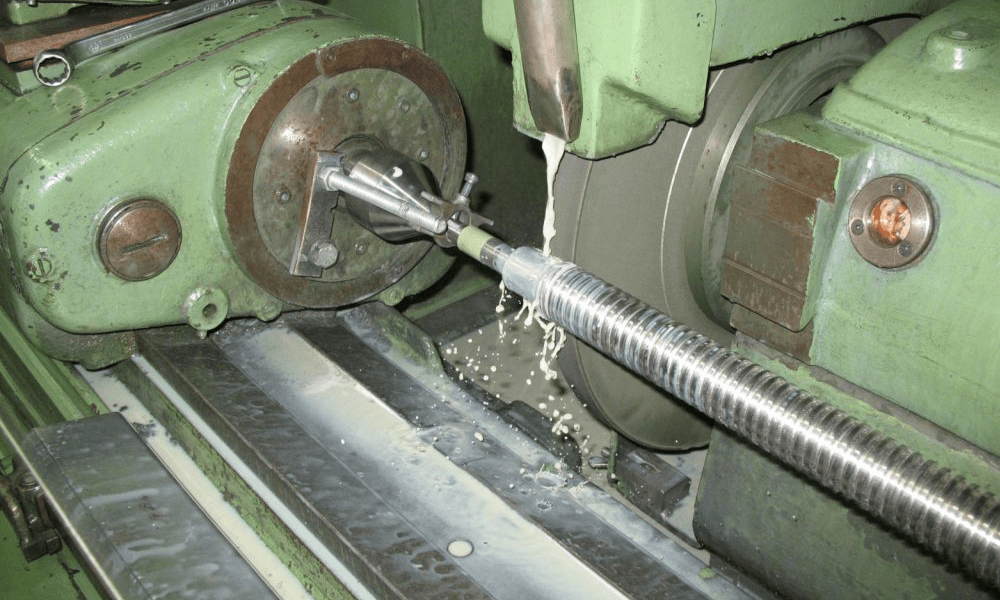
Bearbeitungsschritte:
- Rundlaufkontrolle, nachzentrieren
- vorschleifen des verschlissenen Lager- Dichtsitzes
- sandstrahlen, vorbereiten für das Beschichten
- beschichten mit verschleiß- und korrosionsbeständigem Stahl, Keramik oder Hartstoffen
- fertigschleifen
- polieren, nachdrehen von Gewinden, Planflächen etc. bis das Bauteil einbaufähig ist
Beispiele für unseren Reparaturservice


LAGERSCHALE
- für Turbinenläuferwelle
- mit Weißmetallbeschichtung innen
- Fertigschichtdicke 10 mm
- MP-FD 89
KONUSHASPELWELLE
- einer Bandanlage ( Abwickelhaspel )
- Ø 1000 x 1400 mm
- Lagersitze Ø 180 x 90 mm erneuert
- MP-FD 5
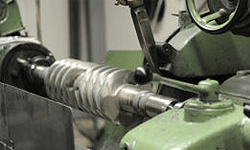
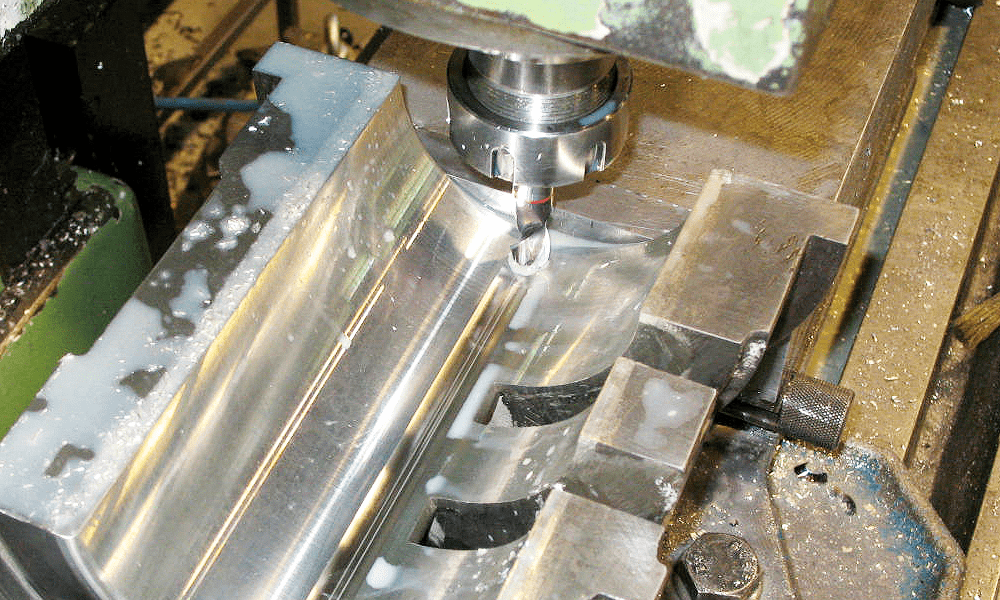
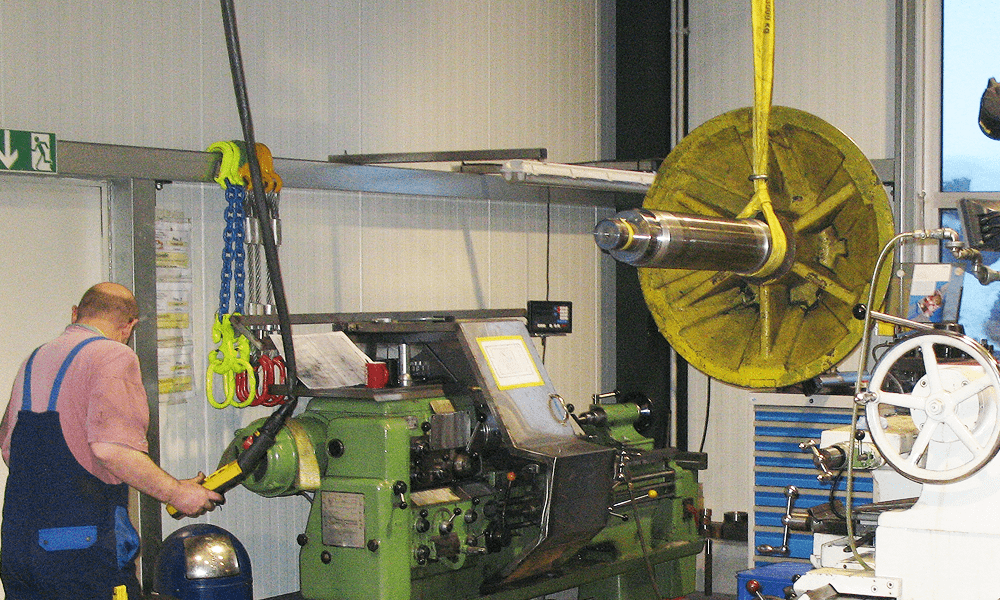
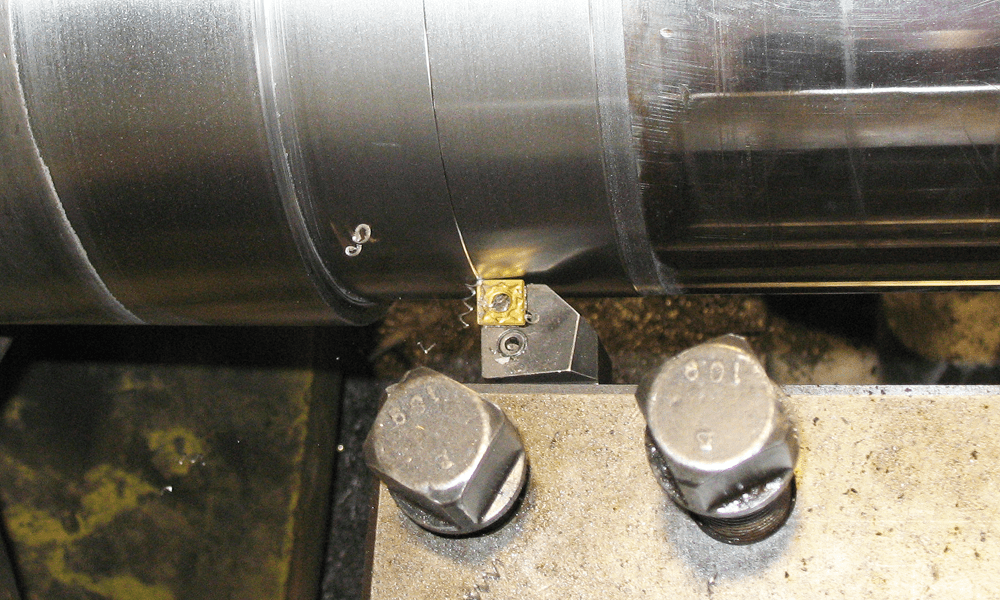
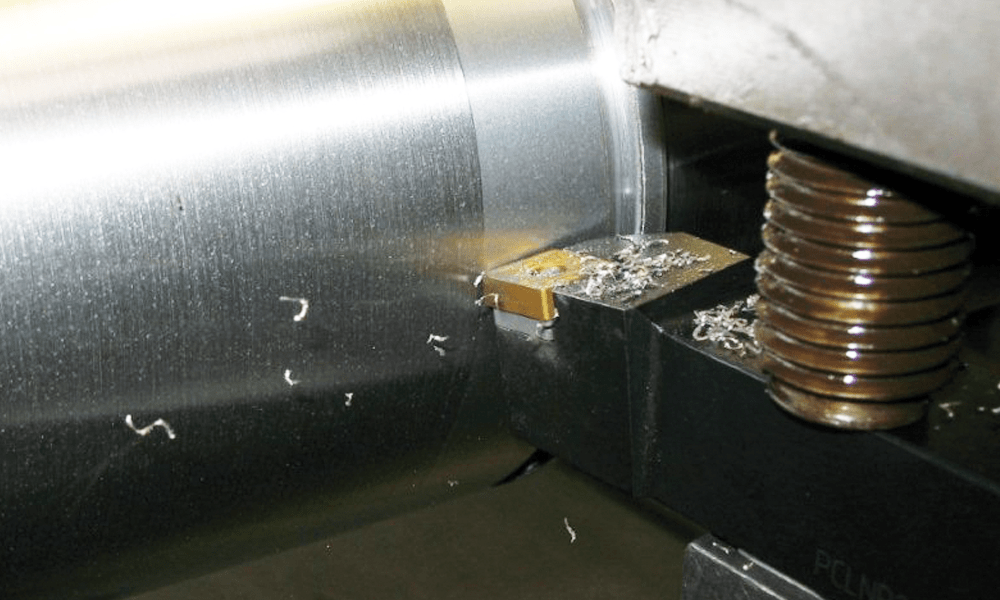
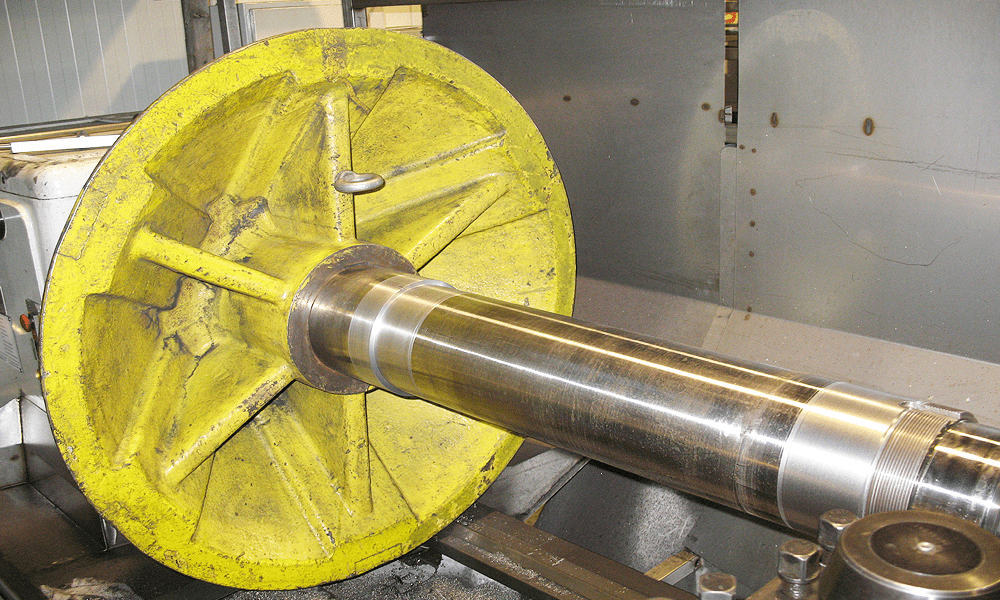
Mechanische Fertigung

Flanschförmige Werkstücke
Dreh Ø 1.700 x 600 mm
Dreh Ø 1.600 x 1.300 mm
Dreh Ø 1.200 x 300 mm
Dreh Ø 1.000 x 2.000 mm
Dreh Ø 2.200 x 600 mm

Wellen
Drehdurchmesser über Planschieber
Dreh Ø 1.600 x 2.700 mm
Dreh Ø 750 x 1.700 mm
Dreh Ø 630 x 3.560 mm
Dreh Ø 560 x 4.200 mm
Dreh Ø 560 x 1.500 mm
Dreh Ø 500 x 2.500 mm
Dreh Ø 300 x 2.000 mm
Dreh Ø 180 x 1.250 mm
Dreh Ø 420 x 2.000 mm
Dreh Ø 1.100 x 9.000 mm

CNC-Drehen
Drehdurchmesser über Planschieber
Dreh Ø 1.000 x 1.000 mm
Dreh Ø 300 x 2.000 mm
Dreh Ø 420 x 3.000 mm

Außenrundschleifen
Schleif Ø 900 x 750 mm
Schleif Ø 300 x 2.000 mm
Schleif Ø 450 x 1.200 mm
Schleif Ø 200 x 750 mm
Schleif Ø 2.200 x 600 mm
Innenrundschleifen
Schleif Ø 1.400 x 600 mm
Schleif Ø 500 x 600 mm
Schleif Ø 200 x 300 mm
Schleif Ø 2.100 x 600 mm

Kreuzschleifen
Innenschleifen von Zylinderrohren und Laufflächen

Planschleifen
Läppen
Bandfinishen
Superfinishen

Fräsen 5-Achsen
Verfahrwege:
X-Achse V/H** 3600/3030 mm
Y-Achse 900 mm
Z-Achse V/H** 900/1005 mm
Rundtisch Ø 900 mm
Störkreis Ø 1250 mm
** V = Vertikal / H = Horizontal
Qualität
Alle Vorgänge, Verfahren und Prozesse werden permanent auf Richtigkeit, Prozessfähigkeit und besonders Nachhaltigkeit hin überprüft.
Qualität kann man fühlen, sehen und messen.
Unser Qualitätsmanagement wird von unterschiedlichen, unabhängigen Sachverständigen regelmäßig überprüft.
Die Qualitätsanforderungen der GTS und die der Schiffsklassifikationsgesellschaften beinhalten eine Verfahrens- und eine Personalprüfung.
Diese gehen also über die Forderungen der DIN ISO 9001 hinaus.
Hier wird konsequent und kompromisslos die Reproduzierbarkeit aller Arbeiten und Dienstleistungen der M&P GmbH sichergestellt.
2026
Zertifizierung nach DIN EN ISO 14922:2022-02 QAL-S Für die Spritzverfahren WFS Drahtflammspritzen; PFS Pulverflammspritzen; HVOF Hochgeschwindigkeits-Flammspritzen mit Brenngas-Sauerstoff; APS Atmosphärisches Plasmaspritzen
2026
Zertifizierung nach GTS-QM Richtlinie GTSPSA 003 des Bereichs Thermisches Spritzen mit Personal- und Verfahrensprüfung durch die GTS.

2026
Zertifizierung des Qualitätsmanagementsystems nach DIN EN ISO 9001 durch den DVS. D-ZM-16083-01-00-ISO9001-2014.0047.008

2025
Zulassung durch die Schiffsklassifikationsgesellschaft Bureau Veritas für Thermisches Spritzen und Maschinenbau.
Beschichtungswerkstoffe

Anwendungsbeispiele






Ansprechpartner
Geschäftsleitung / Personalleitung:
In der Welsmicke 22
57399 Kirchhundem
Telefon: +49 (0) 27 64 / 26177-0
Telefax: +49 (0) 27 64 / 26177-26
E-Mail: info@mp-ts.de
Web: www.mp-ts.de

Dipl.-Ing. Martin Piroth
Geschäftsführer

Felix Piroth-Buttgereit
Geschäftsführer
Ansprechpartner: Süd
In der Welsmicke 22
57399 Kirchhundem
Telefon: +49 (0) 27 64 / 26177-0
Telefax: +49 (0) 27 64 / 26177-26

Dipl.-Ing. Martin Roth
Betriebsleitung/Qualitätsmanagement

Pascal Dimoulas
Betriebsleiter

Antonia Piroth
Arbeitsvorbereitung / Prozessplanung
Versand, Logistik, Buchhaltung

Leandro de Oliveira Beirigo
Prozessplanung/Angebotswesen
Technische Leitung

Britta Bender
Buchhaltung / Versand / Logistik

Daniel Neumann
Konstruktion
Ansprechpartner: Nord
Industriestraße 9
27628 Hagen im Bremischen
Telefon: +49 (0) 27 64 / 26177-42
Telefax: +49 (0) 27 64 / 26177-26
E-Mail: bramstedt@mp-ts.de
Web: www.mp-ts.de
Martin Ulrich
Betriebsleiter
Kontakt
Sie müssen Cookies von Drittanbieter zulassen um Google Maps zu nutzen.
Die Cookie-Einstellungen finden Sie in der Datenschutzerklärung.
Sie müssen Cookies von Drittanbieter zulassen um Google Maps zu nutzen.
Die Cookie-Einstellungen finden Sie in der Datenschutzerklärung.